石材專業門戶網站
立體拼花加工工藝
立體拼花完全不同于平面拼花,它使拼花由傳統的平面拼花向三維立體拼花發展,使拼花具有了立體效果。其加工工藝與平面拼花的加工工藝基本相同,只是拼花拼件粘接后,其厚度高于拼花底板面。
立體拼花有兩種類型。一種是鑲嵌式立體拼花,一種是表面粘接式立體拼花。
鑲嵌式立體拼花是拼花件鑲嵌進拼花母體內,而表面粘接式立體拼花是拼花件粘接在石材底板上,凸出于石材底板表面。這兩種立體拼花加工工藝完全不同。
鑲嵌式立體拼花加工工藝
選料:參照拼花選料要求選料。選料時,要注意非常規厚度料與常規厚度料兩者之間的顏色要基本一致。
備料:對于非常規厚度,如25、30、35等厚度的料,要用開料設備開料。需打磨拋光或拋啞光的板材,還要打磨拋光好表面。
切板:按生產加工單上的尺寸要求切板。
下料:按生產加工單上的圖形或尺寸切割異型板。
造型、打磨拋光拉槽板:
仿型機造型拉槽板:仿型機按生產加工單中圖紙對拉槽板造型拉槽面,并由打磨工對拉槽板打磨拋光。
雕刻機造型:雕刻機按生產加工單上的圖紙進行沉雕雕刻加工,加工深度要求不低于10mm。
修磨拼件及拉槽板:把水刀機加工好的拼件比照雕刻機已造型好的拉槽板對拉槽板及拼件修磨,使拼件與拉槽板輪廓相吻合,偏差控制在1mm內,對水刀機拼件修磨毛刺并對側邊打磨R2小圓邊。
打磨拋光拼件:對拼件側面及R2圓邊打磨拋光。
調色、試拼:對拼件按生產加工單上的拼花圖案調色、試拼,使同種材料在同幅拼圖上顏色基本一致。
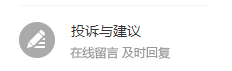
粘接、拼裝:對已打磨拋光好的拼件按生產加工單上的圖案粘成立體拼圖,拼件沉下去10mm,并用干掛膠粘牢。20mm的板高出拉槽板10mm;16mm的板高出拉槽板6mm;30mm的板高出拉槽板20mm。
整體拼裝、檢驗、編號:按生產加工單上的拼裝圖將加工好的拼花各組件拼裝,并由產品質量檢驗員對產品的顏色、表面質量、拼裝縫隙、粘接的牢固度進行檢驗。檢驗合格后,按拼裝順序貼編號,在板的背面用油筆寫下相同的編號。
鑲嵌式立體拼花厚度圖解:
表面粘接式立體拼花加工工藝
表面粘接式立體拼花是將拼件直接粘于某件板材表面(底板)上而構成的拼花,與平面立體拼花加工工藝有所不同,表面粘接立體式拼花是將拼件粘于底板上,拼件凸出,高低錯落形成三維立體拼花。

選料:按平面拼花標準選擇材料。
備料:對于非常規料用圓盤鋸或其它設備開板,光面板還要打磨拋光。
切板:按生產加工單上的尺寸要求切底板,如果底板是異型板的話,用水刀機切割。
下料:用水刀機按生產加工單上圖形編程序,加工拼花件。
排板、調色:將水刀機加工出來的拼件按生產加工單上的圖形大致排開,剔除有缺陷的,調整有色差的,使同材料的拼件顏色基本一致。
修磨拼件:因為水刀機加工出來的拼件有毛刺,必須用手磨機將毛刺修整平滑。
側邊打磨拋光:表面粘接式立體拼花因凸出于底板面,因此所有的拼件側面都要打磨拋光、倒棱和磨邊。
底板打粗磨:底板為光面板,在粘接拼件前要將底板粘拼件處打粗磨,增強拼件與底板的粘接力。
定位、粘接:定位可以采取畫線的方式,也可以用雕刻機按生產加工單上的圖形將被粘處銑1mm深。將被粘處放上干掛膠或大力士膠,把拼件放到對應的位置,并來回挪動一下拼件,使膠混均。在膠未干時,及時將溢出的膠刮去,避免膠外溢而影響拼花表面質量。
表面補膠處理:用與板面顏色基本一致的膠,對縫未填滿膠處勾縫,崩邊崩角處作補膠、美飾處理。
浮雕式拼花加工工藝
浮雕式拼花是一種石材創新產品,大多由高檔的石材、玉石加工而成,它突破了浮雕產品以單色石材為主的局限,將各種色彩的石材融合在一起,大大提升了石材產品的價值。其工藝流程與表面粘接式立體拼花的加工工藝流程大致相同。但浮雕式拼花粘接時要注意層次面。所謂層次面就是一層拼件覆蓋在另一拼件上,多者可能形成多個層次面。層次面越多,浮雕式拼圖的立體感越強烈。
圓弧板拼花加工工藝
弧板拼花作為石材產品中的一種新產品進入到建筑裝修的各個領域,逐漸受到人們的寵愛,它是平面板材拼花在圓弧板上的一個延伸。弧板拼花的加工原理類似于平面板材拼花,但又完全不同于平面板材拼花,它的加工工藝更復雜,加工難度更高。

圓弧板拼花加工工藝有水刀機加工圓弧板拼花、加工中心加工圓弧板拼花和手工加工圓弧板拼花。
水刀機加工圓弧板拼花工藝
由于目前石材生產企業使用的水刀機大多為三軸加工設備,這種裝置由于受旋轉半徑的影響,只可以加工半徑在500左右的圓弧板拼花。
技術要求:右圖裝置的旋轉半徑要求與圓弧板拼花的半徑基本接近,以R±50為宜,這樣做以確保此裝置的旋轉半徑與圓弧板拼花的一致性。
加工步驟:
①依據生產加工單上的圖案繪圖及編制程序;
②依據排板的編號方向將待加工的圓弧板正確
放置在水刀機專用的工作臺上;
③對刀、設置加工零點;
④模擬加工程序:
按程序加工,由于通常加工的圓弧板拼花的拱高大于120mm以上,目前的水刀機加工深度難以達到這個要求,因此,在用水刀機加工圓弧板拼花時,要將工作臺吊開。
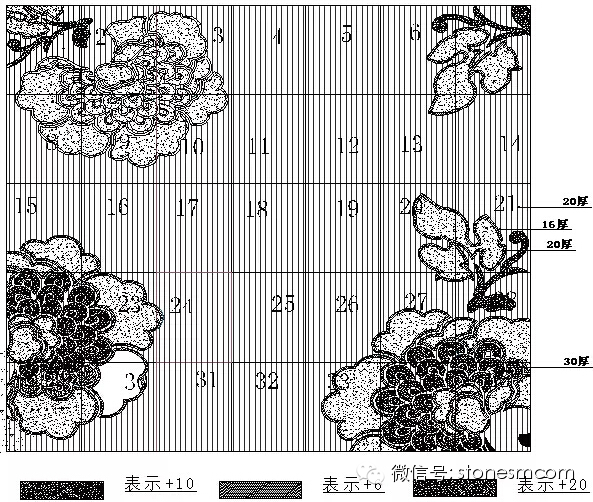
圓弧板拼花的加工過程:加工時,先將圓弧板的一個側邊旋轉到水平位置,隨著水刀機沿Y方向加工寬度的增加,搖動手輪,使水刀機的刀頭始終與圓弧板板面保持恒定距離加工,避免隨著水刀機刀頭沿Y軸方向的運行,從而影響板面的加工精度。這一步驟的加工要特別注意,也是圓弧板拼花加工的關鍵步驟和加工工序。
水刀機加工圓弧板拼花裝置示意圖:
加工中心加工圓弧板拼花工藝
圓弧板拼花加工還可以用加工中心來完成。用加工中心加工圓弧板拼花沒有必要將圓弧板切割穿,只要將圓弧板按生產加工單上的圖紙銑一定深度(不小于10mm)的輪廓,將拼花件鑲嵌到輪廓中去。
加工中心加工圓弧板拼花的加工步驟:
①依據生產加工單上的圖案繪圖及編制程序:
用Mastercamx繪制三維平面雕刻圖,再將圖形轉為加工程序。加工深度大于10mm,可以不用將弧板加工穿,以便于將拼花加工件放入圓弧板中。
②依據排板的編號方向將待加工的圓弧板正確放置在加工中心的工作臺上;
③對刀、設置加工零點;
④模擬加工程序;
⑤依據加工圖案選擇合適的刀具加工;
⑥按程序加工:
由于加工中心所使用的刀具有一定的直徑,因此,一部分轉角、尖角處在加工中心無法加工,必須手工處理,這是加工中心加工圓弧板拼花的局限性,在一定程度上制約了加工中心在用于加工圓弧板拼花的應用范圍。
手工加工圓弧板拼花工藝
手工加工圓弧板拼花有兩種加工工藝。一種是用平板代替圓弧板加工圓弧板拼花拼件,一種是由電腦線鋸機將圓弧板拼件先加工成圓弧板,再由水刀機把圓弧板加工成圓弧板拼花拼件。
平板加工圓弧板拼花工藝:
拼花件的加工:用水刀機將所選的平板料加工出來,用人工或水磨床將拼花件修磨平整,修磨過程中用1:1的模板檢查拼花件的精度。
圓弧板拼花的加工:將拼件按生產加工單上的圖紙鑲嵌到已加工好的圓弧板中。加工過程中要檢查所用的料是否符合加工質量標準的要求,確保粘接縫隙的大小控制在1mm內。
粗磨圓弧板拼花:用圓弧板粗磨機器對圓弧板拼花打粗磨。如果拼件高出圓弧板2mm以上時,可用人工或仿型機將表面降低些。
打磨拋光圓弧板拼花:用圓弧板自動打磨拋光機對圓弧板拼花打磨拋光。
對于有拼接關系的圓弧板拼花要進行整體拼接檢驗,檢查拼花花形是否粘接圓滑順暢。
檢驗、編號:對完成的圓弧板拼花按圓弧板、拼花的檢驗標準檢驗,檢驗合格后編號,貼標簽。
圓弧板加工拼件的圓弧板拼花加工工藝:
開料工序:
1.切WFB308的料,尺寸171(弦長)*600*25=11件(如無25的料,也可以用30的料切)
2.切WFB128的料,尺寸110(弦長)*600*20=8件
3.切WFB118的料,尺寸110(弦長)*600*20=11件
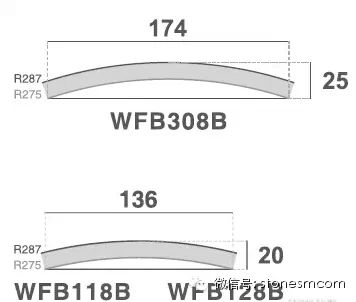
開料工序按內半徑R275(此半徑盡量標準)、外半徑R287造等厚12mm的圓弧。造型完成后轉平面水刀機加工拼圖件。
拼花水刀機工序:此工序加工選擇五軸水刀機,如沒有五軸水刀機,選擇普通的三軸水刀機也可以,只是切割出的拼件側邊不是通過圓心的,需要在拼粘時用人工修磨側邊。
參照拼花拼件分件圖,按如下步驟加工:
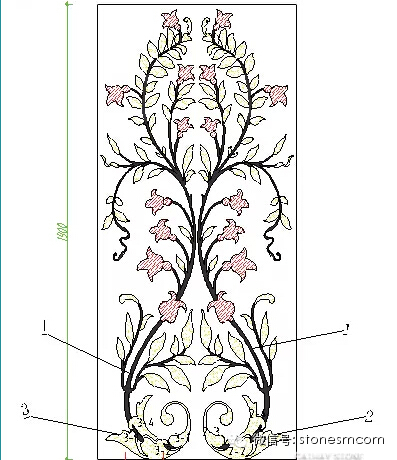
①此拼圖中的1樹枝部分為保證產品的最佳效果,不允許分件;2、3根據下圖所示分四個花瓣加工。其余分件,尤其是花莖依據材料長度、水刀機加工情況,由水刀機編程員自定。
②由于該拼圖零件復雜,為方便雕刻工及干磨工高效加工,水刀機編程員編程時應將相同的零件給予編號,操作工加工完成后將編程的編號對應地標識在拼件上。
③加工時,將開料工序挖出的圓弧板的高度按該拼圖圖紙與水刀機工作臺垂直或平行放置,加工拼件時,注意弦長與高度方向。沿弧板坯料高度方向為加工數量,弧板坯料的弦長方向為花瓣的弦長方向。
雕刻工按以下步驟、流程加工:
①把按1:1比圖紙貼在圓弧板上,并以2mm的線寬畫外輪廓線。畫線時用2mm粗的筆將輪廓線描粗。為確保該拼花留3mm的縫,雕刻時將粗線雕去。
②沿弧面方向沿圖案輪廓線雕刻10 mm深。
③雕刻工先雕刻一個小區域,把拼圖零件試拼一下,待確認沒問題后再加工。
④雕刻工邊雕刻邊用水刀機加工出來的拼件試拼,試拼不上的,或試拼誤差大的,請進行修磨。圓弧板拼花最關鍵的環節在打磨工序,打磨工粘接時要認真操作。
⑤指定專人完成拼件與圓弧板試拼、粘接的工作。試拼時如誤差偏大,則對拼件進行修磨。有縫圓弧拼件與弧板之間均留3mm縫,無縫加工的圓弧板拼花不留縫。
⑥調配與圓弧板顏色一致的膠,并要注意與弧面顏色保持一致。粘接時要將弧板、拼件表面的粉塵、泥土清理干凈,吹干水粉后再上膠。為確保拼件與弧板的牢固度,應在每件拼件底加一點干掛膠。粘接了一部分后,對已粘接部分進行粗磨、水磨,檢查粘接處的膠縫顏色是否與弧板的顏色一致或基本一致。
⑦待弧板上所有的拼件加工完成后,靜放21小時,待粘接表面全部干燥后,比照標準模板對圓弧板拼花進行粗磨。
圓弧板貼圖:

圓弧板拼花打磨拋光:
用全自動圓弧板打磨拋光機對圓弧板拼花打磨拋光。
補膠:
對超過3mm的縫及補膠對不上顏色處重新挖補處理,使每條膠縫均勻為3mm,顏色色調協調一致。
已加工好的圓弧板拼花:

實心柱拼花加工工藝
選料:按平面拼花標準選擇荒料并開料。開料前要對荒料進行檢查,確認荒料的質量符合拼花質量的選料標準。
開料:對實心柱料及非常規厚度料用圓盤鋸或其它設備開板。實心圓柱開料厚度方向另加不少于10mm的造型余量。
切板及切圓柱坯料:按生產加工單上的尺寸要求切板、圓柱坯料。圓柱坯料一般在長度方向加不少于10mm的余量,在直徑方向加不小于10mm的余量。
下料:用水刀機按生產加工單上的圖形編程序,加工拼花件。
排板、調色:將水刀機加工出來的拼件按生產加工單上的圖形大致排開,使同條柱同材料的拼件顏色基本一致。
實心柱造型:實心柱造型分兩個步驟進行。首先對實心柱坯料用車床造型柱身,柱身造型好后再用柱式雕刻機或數控車床按生產加工單上的圖形加工拼花輪廓。拼花輪廓要比圖紙略為放大1mm,便于拼件的放入,深度不小于10mm。
修磨拼件:因為水刀機加工出來的拼件有毛刺,必須用手磨機將毛刺修整平滑才能放入到實心柱的鑲嵌輪廓中。
定位、粘接:將拼件按生產加工單上的圖形定位,粘接,放入到對應的位置處。先將被粘處放上干掛膠或大力士膠,再把拼件放到對應的位置,并來回挪動一下拼件,使膠混勻。在膠未干時,及時將溢出的膠刮去,避免膠外溢而影響拼花表面質量。
粗磨、再造型實心柱拼花:由于拼件是由平面板材加工出來的,而實心柱是有弧度的,因此拼件粘好后,拼花表面弧度與實心柱的弧度不吻合的,需要對實心柱拼件粘接處打粗磨成圓柱。
表面補膠處理:檢查實心柱拼花表面,觀察表面拼縫的膠顏色是否與實心柱表面顏色基本一致及膠縫中是否填滿膠。如果膠的顏色與石材表面不一致,挖去不一致處,并用與板面顏色基本一致的膠修補。
打磨拋光實心柱拼花:用手工或車床對粘好的實心柱拼花打磨拋光,光澤度不低于85°,并且產品表面無磨頭痕跡。
馬賽克拼花加工工藝
選料: 參照拼花選料要求選料。涉及到非常規厚度料的選料要注意常規與非常規厚度料之間料的顏色基本一致。
備料:對于非常規厚度,如25、30、35等厚度的料要用開料設備開料。需打磨拋光或拋啞光的板材還要打磨拋光好表面。
切板:按生產加工單上的尺寸要求或圖紙要求進行切板。
下料:按生產加工單上的圖形或尺寸用多刀機切馬賽克顆粒;異型板用小切機切割;有的異型板可以用水刀機下料。
打印、拼裝圖紙:依據生產加工單上的拼花圖案打印1:1圖紙,圖紙越大越好,以防因圖紙拼接次數太多而影響產品質量。
拼圖:拼圖過程中注意不要將拼件顆粒放錯,有些異型顆粒要用剪子或磨機修剪。擺放過程中,要注意花形變化,不能走樣。做完一件產品須檢查尺寸、花形有沒有問題。在鋪網加固前讓工序產品質量檢驗員檢驗。根據尺寸大小割網刷膠,1m以下尺寸放進烤箱烘干,翻過來調線,1m以上的拼花自然干燥。
依據拼圖的分割尺寸割紙膠網,刷膠。刷膠時先刷紙網,讓紙網貼著拼圖,再把膠抹均勻,刷膠網,膠干后根據分割尺寸將每塊拼圖收起來。拼圖收起來時,須檢查拼圖顆粒粘接的牢固度。
拼花質量的檢驗標準
顏色
整個拼花的選材要能充分體現高貴、典雅。拼花的顏色搭配要體現出層次分明、色彩協調。同一石種顏色要一致或基本一致,沒有明顯色差、色斑、色線的缺陷。
紋路
整個拼花的紋路要協調一致、有規律性、韻律感,不允許雜亂無章。
平整度
沿拼花任意方向檢查,用塞尺檢查平整度(偏差小于1mm),板面沒有翹曲。
表面質量
拼花不允許有明顯的砂眼、孔洞、裂紋、膠補的痕跡、色斑、色根、色差、霉斑等缺陷存在。
光度
光度不能低于85°,或不能小于協議中板光度的90%,且光度均勻。檢查處光度差不能相差10°。
拼縫
拼花相鄰組件的拼縫不能大于1mm。
拼裝質量
拼花組件之間需要對線的偏差不允許在1mm/m以上,拼花組件組裝后拼縫不能大于1mm,有縫拼花例外。
小型拼花外圍尺寸偏差要小于0.5~1mm;尺寸長寬或直徑大于5000mm以上的大型拼花,外圍尺寸偏差可以適當放大到5mm以上。
由拼件加工成的長方形、正方形、平行四邊形的拼花,其對角線要直;曲線拼花曲線流暢;三角形拼件尖角不能崩掉、斷裂。
編號
大型拼花為方便客戶安裝,工廠必須按加工的拼接安裝順序,在石材的板面上用不易損壞的標簽貼上拼接安裝順序的編號。必要的話繪出拼花的安裝圖,裝入包裝箱中。來源:《海西石材》雜志

 服務熱線 ( 周一至周六 9:00-17:00 )
400-1828-678
服務熱線 ( 周一至周六 9:00-17:00 )
400-1828-678