石材專業門戶網站
1 概述
從意大利引進的金剛石排鋸作為切割大理石荒料的設備,國內經過了模仿、消化、吸收及改進,目前已有國內多個廠家能夠獨立生產。但是在設備研發與改進上,國內新開發的產品大多屬實驗性產品,多數還不夠成熟、穩定。直到今天市場上使用的效果最好、設備穩定性最高的產品,仍然是從意大利引進的2m長規格的金剛石排鋸產品。
本文重點講述金剛石排鋸的鋸切原理,并根據鋸切原理分析金剛石鋸帶、金剛石排鋸的飛輪轉速、曲柄半徑(鋸切行程)等跟金剛石排鋸的鋸切效率、功率及能量利用率之間的關系。
2 鋸切原理
2.1 金剛石刀頭的磨削原理
由于石材是脆性材料,當金剛石刀頭在一定壓力下與石材表面接觸,金剛石刀頭內的金剛石顆粒棱角在石材表面上的應力超過石材抗壓強度p時,石材表面就開始碎裂破壞,金剛石棱角深入石材內部一定深度δ′ mm 金剛石刀頭在鋸切力 F ′ 的作用下便在石材表面產生相對滑動;其過程近似于犁鏵犁地一般。

金剛石刀頭對石料的正壓力 N′ ,決定了金剛石顆粒壓入石料表面的深度δ′ ,即正壓力N′ 越大,金剛石顆粒壓入石料表面的深度越深。
金剛石顆粒壓入石料表面的深度δ′ 決定了金剛石刀頭的鋸切力 F ′ 的大小。金剛石刀頭對石料的切向破壞力Q,取K為鋸切力系數(可近似理解為摩擦系數),刀頭寬度為b,將金剛石刀頭與石料接觸面上的金剛石顆粒在橫切面上投影的密度定義為線性飽滿度B;
則:Q= p×B×b×δ′
F ′ =K×Q=K× p×B×b×δ′
當然金剛石顆粒壓入石料表面的深度δ′ 不可能無限增大。金剛石排鋸在切割石料的過程中,如果金剛石刀頭對石料的正壓力 N′ 過大,雖然磨削深度δ′ 會增大,但是也會使金剛石顆粒的粘結劑與石料直接接觸摩擦過大,粘結劑摩擦損失過量后,金剛石顆粒便會脫落,從而大大降低金剛石刀頭的使用壽命;另外,正壓力N′ 越大,金剛石鋸帶的變形也越大,進而影響所切割石材的板面質量,如果達到一定程度還會引起金剛石刀頭跑偏,甚至產生拉板等問題。
由以上分析可知,從鋸切的效率、金剛石鋸帶的使用壽命及鋸切的板面質量等多個角度綜合考慮,對于給定的石料、金剛石排鋸設備及金剛石鋸帶,金剛石刀頭對石料的正壓力N′ 的大小應當有一個最佳的理想值NL′ ;也就是說鋸切力有一個理想值FL′ 。
2.2 金剛石鋸帶的工作原理
金剛石鋸帶工作時的縱向鋸切剖面圖,如圖3所示:

通常金剛石鋸帶上鑲嵌著數量為m≈22~30顆的金剛石刀頭,石料向上作進給運動,使之與金剛石鋸帶上的金剛石刀頭接觸,金剛石鋸帶在牽引力作用下產生相對于石料的往復運動,從而完成對大理石荒料的鋸切過程。整個鋸切過程是眾多金剛石顆粒的棱角在壓力作用下破壞石料表面,并在鋸切力F的作用下做功,在石材表面上刻劃、摩擦的過程。
定義鋸帶運動速度v,鋸切進給速度vj,鋸切率δ ,鋸帶力F;
則:δ= vj×

通常情況下鋸切過程需要用水進行冷卻和及時排出已經鋸下的石料顆粒,但是石料長度往往要遠大于鋸切行程,所以刻劃下來的石料顆粒,除石料兩端的能及時被冷卻水排走外,中間的大部分石料顆粒和冷卻水一起隨金剛石鋸帶做較長時間的往復運動后,才能被逐漸的排出。在往復運動中這些石料顆粒有一小部分還會繼續受到刀頭的研磨,從而引起熱損失和動能損失。
由以上可知:鋸切過程中的能量消耗主要為牽引力做功、鋸帶研磨的熱損失及泥漿(鋸縫內冷卻水與石料顆粒混合物)的動能損失三部分。即鋸帶的牽引力由鋸切力F、鋸帶的研磨熱阻力fm及鋸帶與泥漿的運動阻力fa三部分組成。
定義:每條鋸帶主磨削功率為 P0,即為鋸切有用功率;每條鋸帶研磨的熱損失功率為 Pm ;每條鋸帶的動能損失功率為Pa;每條鋸帶功率為P;
則: P0 = F ×v=m×K×p×B×b×vj
Pm = fm×v
Pa = fa×v = K1×Mn×a×v
(K1為泥漿動阻系數,Mn為泥漿質量,a為鋸帶運動加速度)
P = P0 +Pm+Pa= (m×K×p×B×b×vj)+(fm×v)+(K1×Mn×a×v)
2.3 金剛石排鋸——動力學方程
由飛輪及鋸框組成的曲柄——滑塊機構運動簡圖,如圖4所示:

飛輪以轉速n作勻速圓周運動,并通過曲柄——滑塊機構帶動鋸框作直線往復運動。曲柄半徑r ,曲柄角速度ω,連桿長度L ,曲柄相對于鋸框運動方向的轉角為θ,連桿與鋸框運動方向的夾角為α;
取鋸框為研究對象,確定鋸切力F,鋸框速度v(鋸切速度),鋸框運動加速度a (鋸帶運動加速度)及鋸切位移s ,
則:

3 應用實例
3.1 金剛石排鋸計算實例
通常情況下,大理石荒料的長度在3m左右,每條金剛石鋸帶在鋸切荒料的過程中隨時約有m≈25顆金剛石刀頭在切割荒料。
某臺2m規格金剛石排鋸在鋸切抗壓強度p= 200 MPa的大理石荒料時,所需的鋸切工時為t=9h,荒料的高度h=2050mm,飛輪以轉速n=90rpm,曲柄半徑r=0.4m,鋸帶數量n1=80條,金剛石刀頭厚度b=4mm,鋸帶基體厚度2mm,鋸帶基體高度180mm。計算該金剛石排鋸所需要的電動機功率Pd。
金剛石排鋸鋸框質量約8.5t,80條鋸帶及拉桿的總質量約3t,張緊器與間隔鐵的總質量約1.5t,連桿質量約2t;計算曲柄——滑塊機構對飛輪主軸的沖擊作用力G。
計算時忽略飛輪在鋸切時的轉速變化及連桿長度的對鋸切速度的影響
v= ω×r×sinθ=3.77sinθ
a= ω2×r×cosθ= 35.53 ×cosθ
G=M×a=(8.5+3+1.5+2)×35.53=53295(N)≈54.4(t)
取鋸切力系數K=0.5,線性飽滿度B=0.6動阻系數K1=0.5;每條鋸帶的研磨阻力 Fm=20N,根據鋸縫參數計算每條鋸帶直接作用的泥漿質量Mn≈1.8kg。
則:


=379.7(W)
Pm′=fm×v= fm×ω×r×sinθ=75.4×sinθ(W)
Pa′= K1×Mn×a×v=K1×Mn×ω3×r2×sinθ×cosθ
=120.6×sinθ×cosθ(W)
P′= P0′×Pm′×Pa′
=379.7+75.4×sinθ+120.6×sinθ×cosθ(W)
Pmax′= P0+(Pm×Pa)max≈379.7+118.5=498.2(W)
有效鋸切功率:P有′=P0 ′+(Pm′×Pa′)有
=379.7+ ×11.85=463.5(W)
取總效率:η=η電機×η皮帶 ×η飛輪×η連桿 ×η鋸框
=0.94×0.92×0.95×0.92×0.9=0.68
通常金剛石排鋸每天連續工作大于16h,載荷變動很大;
因此,取電機服務系數fb=1.8
所以,該排鋸所需的電動機功率為:
Pd= n1× fb ×=80×1.8×=98.2(kW)
曲柄——滑塊機構對主軸的沖擊作用了約為54.4t。
3.2 參數曲線
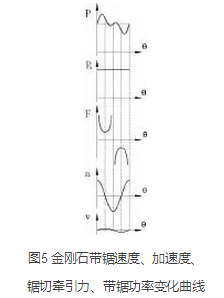
根據3.1的計算結果繪制金剛石鋸帶的速度v,加速度a,鋸切牽引力F,有用功率P0及鋸帶功率P的變化曲線。各曲線的橫坐標均取曲柄的轉角θ,各參數在一個周期內的變化曲線如圖5所示:
4 結果分析
4.1 鋸切力及鋸切效率分析
根據2.1金剛石刀頭的磨削原理,鋸切牽引力的大小有一個理想值FL;鋸切牽引力公式,令Y=;則:vj=Y×FL×v。因為m、B、b為金剛石刀頭的參數,為常數,鋸切力系數K也是常數,p石料抗壓強度為常數;所以Y×FL為常數。可知石料的鋸切進給速度vj與鋸切速度v成正比關系,即跟飛輪轉速n成正比;所以飛輪轉速n提高,可以提高鋸切進給速度vj,從而提高鋸切效率,成正比例關系。
在飛輪轉速n不變,增加曲柄半徑r,相當于增加了鋸切速度v,即鋸切進給速度vj與曲柄半徑r應該成正比關系;然而由于石料最大長度的要求,增加曲柄半徑r,同時也增加了鋸帶長度,使鋸切牽引力理想值FL的大小有所降低,所以曲柄半徑r增大,鋸切進給vj增大,從而提高鋸切效率,但小于正比例增大的關系。
4.2 鋸切過程功率分析
鋸切進給速度vj的大小跟鋸切時間t反比;根據做功的定義為功率剩以時間,即W=P×t;由鋸切的有用功率公式P0 = F ×v=m×K×p×B×b×vj 可知,鋸切石料的有用功為W,在鋸帶給定的情況下,鋸切規格固定的石料所需的有用能量的大小為固定值;除根鋸帶參數有關系外,跟金剛石排鋸設備沒有直接關系。
由熱損失功率計算公式Pm= fm×ω×r×sinθ可知,金剛石排鋸在鋸切石料時的摩擦熱損失功率的大小跟飛輪轉速n成正比,跟曲柄半徑r成正比。
由動能損失功率計算公式Pa=K1×Mn×ω3×r2×
sinθ×cosθ可知,金剛石排鋸在鋸切石料時的動能損失功率的大小跟飛輪轉速n3成正比,跟曲柄半徑r2成正比。
當飛輪轉速n增大時,鋸切進給速度vj 按比例增大,有用鋸切功率P0 增大,所需的有用功不變,提高了鋸切效率;但是,熱損失功率Pm按比例增大,尤其是動能損失功率Pa以n3的比例迅速增大,能量的利用率降低。
當曲柄半徑r增大時,鋸切進給速度vj 增大,有用鋸切功率P0 增大,所需有用功不變,提高了鋸切效率;但是,熱損失功率Pm按比例增大,是動能損失功率Pa以r2的比例增大,能量的利用率降低。
曲柄—滑塊機構受力分析,由鋸框加速度公式a= ω2×r×cosθ可知,飛輪主軸所受的沖擊作用力的大小G=M鋸×a跟飛輪轉速n2成正比,跟曲柄半徑r成正比,同時也跟曲柄—滑塊機構的質量M成正比。
4.3 金剛石鋸帶參數分析
由金剛石刀頭磨削原理可知,在保證磨削條件及順利排屑的情況下,金剛石刀頭的線性飽滿度B的值應當有一個合理的值或者合理的范圍。對于給定的金剛石鋸帶基體所能提供的理想正壓力NL為固定值,每個金剛石刀頭有個理想正壓力NL。因此,決定了每條鋸帶的金剛石刀頭的數量m的合理值;同時,為了順利排屑及減少研磨熱損失,也決定了金剛石刀頭合理的數量m。
根據以上分析,由鋸切力公式可知,在金剛石刀頭的參數中只有金剛石刀頭厚度b與鋸切進給速度vj 存在反比例關系,即金剛石刀頭的厚度b越小,鋸切進給速度vj 越大;根據鋸切有用功W,金剛石刀頭的厚度b減小,鋸切規格固定的石料所需的有用功也減少,同時由于鋸縫變小,金剛石鋸帶所帶動的泥漿質量Mn減小,進而使動能損失Pa減小,從而提高能量的利用率。當然金剛石頭的厚度與鋸帶基體要有一定的差值,否則很容易引起拉板現象。
來源:石材雜志

 服務熱線 ( 周一至周六 9:00-17:00 )
400-1828-678
服務熱線 ( 周一至周六 9:00-17:00 )
400-1828-678